


For detailed information, other images and documents, please select individual articles from the following table.


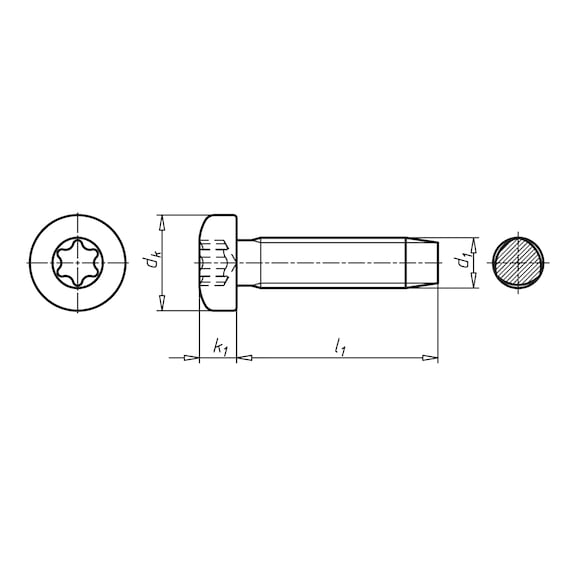
GEFU® thread-rolling screw with Taptite 2000® thread, flat head and hexalobular drive
Mechanical and functional properties in accordance with DIN 7500-1 (shape PE), case-hardened (-O-) zinc-plated steel, blue passivated (A2K) with slide coating, head dimensions according to ISO 14583

Register and access more than 75 000 products


Variants
Register and access more than 75 000 products
Call customer service: 010 308 6700
Prices for customers after login
Self-tapping screws form a nut thread in cast blind holes, rim holes and drilled, lasered and punched sheet metal parts. Unlike thread cutting, self-tapping does not interrupt the material structure in the receiving thread. Instead, the material is displaced and strain-hardened.
Benefits:
Cost savings
- Eliminates thread cutting
Non-cutting thread formation
Low rolling torques with greater thread flank overlap
- TRILOBULAR shape of the core diameter combined with the radius profile of the thread flanks
High clamping force
- Due to low rolling torques
High load-bearing capacity
- Due to large thread flank overlap
- Due to strain-hardened counter thread (nut thread)
Protection against loss (reduced likelihood of screw working loose)
- Play-free and self-locking thread seating
The formed thread corresponds to a standard metric thread
- Where necessary, the GEFU screw can be replaced with a metric screw.
The suitability of the GEFU
® for the application or component in question must be determined by testing in advance. Guideline values for suitable hole diameters are specified in DIN 7500-2.
Examples of materials suitable for this type of non-cutting direct screwing are ductile materials such as steel (up to approx. 500 N/mm²), die-cast zinc, aluminium, copper, copper alloys etc.
Select RAL-colour code
!! NOTE: On-screen visualisation of the colour differs from real colour shade!!